
舍弃式刀具加工
在机加过程中经常需要按照特殊加工要求定制舍弃式成型刀杆、等相关产品,SS硕朔可自主生产、设计加工机夹式相关刀具产品,交期短,效率高,复合一体成型。据客户不同加工要求及工件图纸等定制加工,用于半精或粗加工,大进给快切削,快速去除余量。舍弃式加工刀具加工效率高,合理的刀片刃口设计结合高强度刀体完美结合,成为大切深、大进给等重载切削的首要之选;
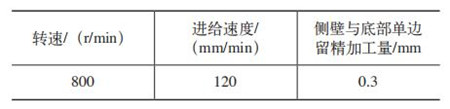
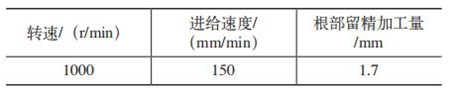
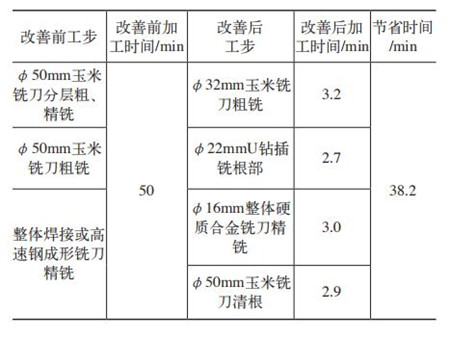
一大型客户需定制相关刀具,硕朔工程师结合实际加工工况提供相应方案,由SS提供以下相关刀具产品进行切削:D16mm整体硬质合金铣刀、D22mm、D50mm玉米铣刀和D32mm玉米铣刀进行现场验证,如图所示。
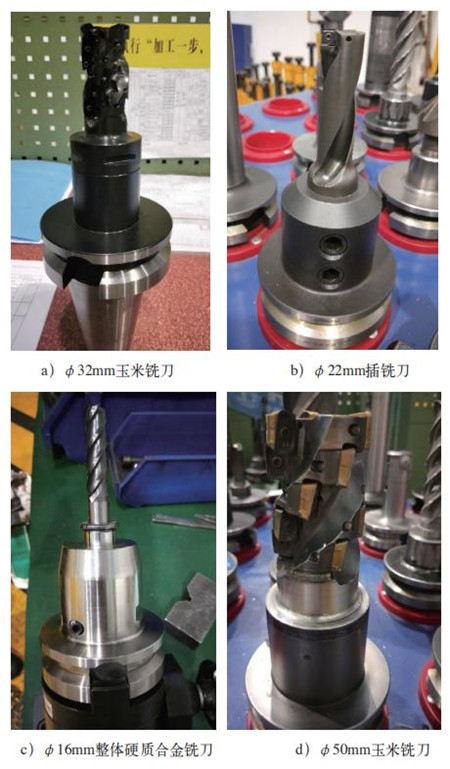
图 刀具
1)先将试件吊上机床压紧并调直,再将试件需要验证的部位加工为设计变更后的U型槽毛坯尺寸。
2)用D32mm玉米铣刀粗铣,切削参数见表1。
表1 D32mm玉米铣刀粗铣加工参数
3)用D22mm的U钻插铣根部,切削参数见表2。
表2 D22mm U钻插铣根部加工参数

4)用D16mm整体硬质合金铣刀精铣,切削参数见表3。
表3 D16mm整体硬质合金铣刀精铣加工参数
5)用D50mm玉米铣刀清根,切削参数见表4。
表4 D50mm玉米铣刀清根加工参数

轴箱定位座U型槽加工,优化后工艺使用时间共为11.8min。牵引座U型槽由于底部是R10mm圆弧,用D16mm整体硬质合金铣刀可直接精铣到位,即无需用D50mm玉米铣刀清根,耗时约9min。
最终加工完毕后检查各尺寸及粗糙度值均达到客户预期,产品检测合格;较原工艺加工的尺寸精度及表面质量更好,用样板检查均合格,如图10所示。

图10 加工完毕的轴箱定位座U型槽
SS硕朔刀具对比原方案在加工轴箱定位座U型槽改善后对比如表5所示:
表5 轴箱定位座U型槽加工改善前后对比
加工牵引座U型槽改善前后对比见表6。
表6 牵引座U型槽加工改善前后对比

通过工艺改善,SS硕朔建议客户采用优化后加工工艺,大幅提高客户加工转向架构架U型槽加工尺寸精度及表面质量,极大提高了构架的加工效率,降低了生产加工成本,为加工类似零部件的广大客户提供可借鉴的相关经验。
舍弃式刀具加工
在机加过程中经常需要按照特殊加工要求定制舍弃式成型刀杆、等相关产品,SS硕朔可自主生产、设计加工机夹式相关刀具产品,交期短,效率高,复合一体成型。据客户不同加工要求及工件图纸等定制加工,用于半精或粗加工,大进给快切削,快速去除余量。舍弃式加工刀具加工效率高,合理的刀片刃口设计结合高强度刀体完美结合,成为大切深、大进给等重载切削的首要之选;
一大型客户需定制相关刀具,硕朔工程师结合实际加工工况提供相应方案,由SS提供以下相关刀具产品进行切削:D16mm整体硬质合金铣刀、D22mm、D50mm玉米铣刀和D32mm玉米铣刀进行现场验证,如图所示。
图 刀具
1)先将试件吊上机床压紧并调直,再将试件需要验证的部位加工为设计变更后的U型槽毛坯尺寸。
2)用D32mm玉米铣刀粗铣,切削参数见表1。
表1 D32mm玉米铣刀粗铣加工参数
3)用D22mm的U钻插铣根部,切削参数见表2。
表2 D22mm U钻插铣根部加工参数
4)用D16mm整体硬质合金铣刀精铣,切削参数见表3。
表3 D16mm整体硬质合金铣刀精铣加工参数
5)用D50mm玉米铣刀清根,切削参数见表4。
表4 D50mm玉米铣刀清根加工参数
轴箱定位座U型槽加工,优化后工艺使用时间共为11.8min。牵引座U型槽由于底部是R10mm圆弧,用D16mm整体硬质合金铣刀可直接精铣到位,即无需用D50mm玉米铣刀清根,耗时约9min。
最终加工完毕后检查各尺寸及粗糙度值均达到客户预期,产品检测合格;较原工艺加工的尺寸精度及表面质量更好,用样板检查均合格,如图10所示。
图10 加工完毕的轴箱定位座U型槽
SS硕朔刀具对比原方案在加工轴箱定位座U型槽改善后对比如表5所示:
表5 轴箱定位座U型槽加工改善前后对比
加工牵引座U型槽改善前后对比见表6。
表6 牵引座U型槽加工改善前后对比
通过工艺改善,SS硕朔建议客户采用优化后加工工艺,大幅提高客户加工转向架构架U型槽加工尺寸精度及表面质量,极大提高了构架的加工效率,降低了生产加工成本,为加工类似零部件的广大客户提供可借鉴的相关经验。
