大型齿轮加工刀具
齿轮加工过程是一个仿形的过程,刀具齿形设计是齿轮齿形加工的重要基础,指型齿轮铣刀的齿形由两部分组成:工作部分和非工作部分。由于齿轮轮形部分是直接有铣刀决定的,刀具的齿根部分和圆角、渐开线和过度曲线之间的连接等齿形设计优化是刀具的关键。对于模数M>20的大齿轮加工采用的刀具为指形齿轮铣刀。
齿轮材料有20CrMnTi,16Mn5、42CrMo等。通常这些齿轮都是经过热处理后使用,热处理后的硬度一般在HRC45以上。常见的齿轮类型有汽车齿轮,压力容器齿轮和牵引机用的大齿轮等等。
大齿轮具有较高的硬度和精度要求,其最大外圆直径2080mm,厚度250mm,总质量约为1600KG,具有复杂的外形和内部加强筋结构。
一般是原材料制成粗毛坯,然后再用数控车床加工使齿轮基本成型,再经过热处理后进行再加工,车削,磨削等。热处理后的齿轮一般硬度能够达到HRC58~62,难加工,所以选择合适的刀具车削齿轮变得尤为重要。
热处理后的齿轮硬度高于HRC50,过去一般需要退火后硬度降低来加工,随着刀具的发展,CBN超硬刀具已经能够满足刀具的需求,常见的加工淬火后齿轮的CBN刀具材质进行加工;
大型齿轮加工采用切削工艺,可有效的避免气孔、裂缝、结疤等问题的出现;且大型齿轮加工采用切削加工工艺,对于齿轮加工的机床设备来说具有更高的要求。

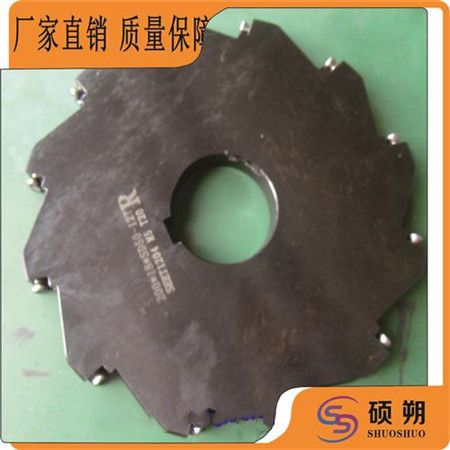
大型齿轮加工可采用可更换式、可转位齿轮铣刀,包括装刀片式的齿轮铣刀、插齿刀、滚刀等等都有有效提高大型齿轮和斜齿轮加工速度及效率;
铣削方面有舍弃式盘铣刀或带螺旋切削刃的双正前角铣刀,硬质高的刀具产品;钻削加工可选用高韧性的合金工具钢刀体的快递U钻或可换刀片的黄冠钻头;硕朔同时也生产整体硬质合金钻头,对于稳定性较好的工况下亦可选用,舍弃式快速U钻及可换式黄冠钻头、铲钻等都能最大限度提高加工金属去除率,可用于粗加工及半精加工使用,大余量钻削加工;
整体硬质合金刀具在切削表面磨损后,SS硕朔可对其进行再次研磨,以达到最佳使用效果及节省加工成本的目的;对于大型齿轮加工用的可转位式齿轮盘铣刀当其磨损后能快递更换刀片,有效提高加工效率;
大型齿轮加工刀具广泛应用于汽车、航空、农业、船舶等领域。
硕朔生产、订制相关产品有:抗震钨钢刀杆、机夹台阶式钻头、多台阶复合刀具、螺纹铣刀杆、扩孔刀杆、盘铣刀、上下倒角刀杆、可转位开粗玉米镗刀杆,非标订制。

