
关于加工中心镗孔加工用精搪刀具
加工中心上的镗孔加工相比车床的镗孔加工更难加工,因加工中心加工时刀具旋转,只能通过镗刀自身的调节机构对直径大小进行调节,且目前普遍普通精镗刀都是偏心镗削,并且镗刀加工过程中还会受到离心力以及排削等因素的影响。硕朔与大家共同探讨下加工中心用的精镗刀。
一. 精镗刀的调整精度
目前在大量使用的精镗刀调整机构大部分是由螺纹配合来完成的,螺纹的精度直接影响到刀尖的调整精度如图1:
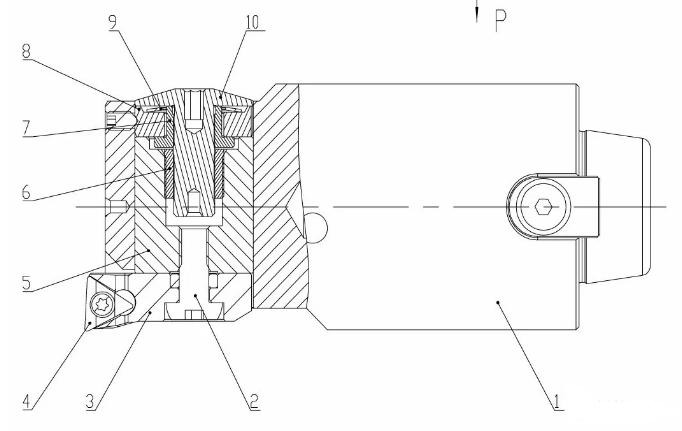
图1
精镗刀调整都是内螺纹6和外螺纹10的配合来决定的,配合间隙越接近于零,调整精度就越精确。然而,为了保证在锁紧侧固螺丝见下图2,刀尖位置不发生变化,滑动刀夹5与刀体孔1的配合公差必须要控制在微米级别
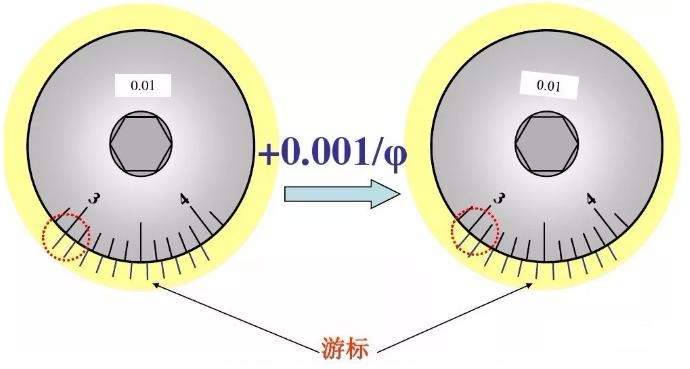
图2
镗刀在进行加工直径调节时,以上2 点完全决定了刀尖的移动量是否能够和刻度盘的值保持一致。而这一技术也直接反应了模块式精镗刀制造商的生产技术能力。
微调精镗刀的调整精度为φ0.01mm/格,调整刻度盘外都有游标,借助游标,可进行φ0.001mm的微调。见图3

图3
微调精镗刀有以下几种类型:小孔径微调精镗刀、单刃微调精镗刀和桥式微调精镗刀。
一、小孔径微调精镗刀

镗孔范围φ2-φ50,有D02-22和D06-50两种规格,每种规格都有两种接口形式,NBF为E接口,CBF为K接口。小孔径精镗刀可以通过选用不同的精镗刀杆,来实现对不同要求的孔进行加工。

二、单刃微调精镗刀
镗孔范围φ20-φ212,精镗刀为E接口,精镗刀为K接口。微调精镗刀的刀柄、接长杆和缩径杆与接口规格相同的粗镗刀是通用的。每一种规格的微调精镗刀都有A型、B型和C型三种适配的精镗刀夹,以扩大其镗孔范围。但一般情况下我们推荐用A型刀夹。A型、B型和C型刀夹又有不同的刀片形式可以选择,以应对不同的加工材料。精镗刀的刀夹是通用的。

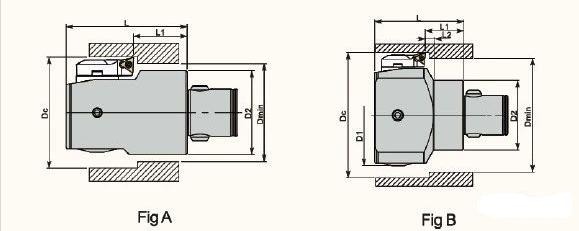
单刃微调精镗刀还可以将精镗刀夹反装,来实现反精镗加工,加工范围φ30-φ212,但必须注意加工时刀具需要反转。
三、单刃桥式微调精镗刀
镗孔范围φ150-φ4200,桥式微调精镗刀的基本构成为:镗刀主柄、刀桥、微调模块、配重块和精镗刀夹。
桥式微调精镗刀的主柄、刀桥与加工范围相同的桥式粗镗刀是通用的,精镗刀夹与单刃微调精镗刀的刀夹也是通用的。
φ150-φ210的单刃桥式微调精镗刀有E接口和K接口两种接口形式,刀柄、接长杆等与接口规格相同的其它镗刀共用。
φ210-φ850的单刃桥式微调精镗刀有SNL和SEL两种接口形式,有不同形式及不同长度的刀柄可以选用。
φ850-φ4200属于大孔径桥式微调精镗刀,刀桥及延伸块为高强度的铝合金材质,一般需要通过定位心轴与机床的主轴连接使用。
四、精镗刀旋转时的不平衡性及自锁
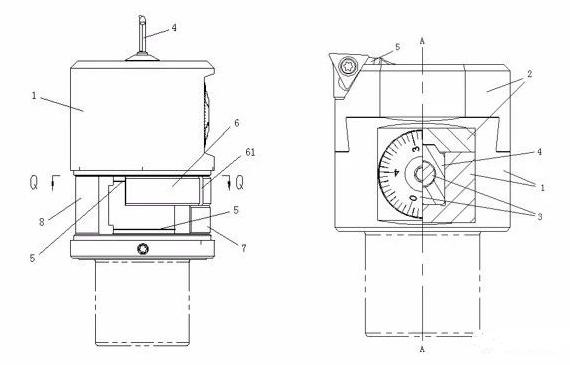
精镗刀在调整加工直径时, 随着刻度盘的旋转,滑动刀夹的移动会造成镗刀内部出现不平衡状态(目前普通镗刀惯有的偏心镗削问题)。然而在切削速度低的情况下,长径比在3D-5D之间的镗削加工时,这种不平衡状态对于加工精度不会有太大的影响。但是在高速镗孔加工时,受到离心力的影响造成加工尺寸不稳定及降低圆度精度,这种情况之下我们如何保证高速切削条件下不受离心力的影响,保证客户加工孔的精度和圆度呢?
刀具在调整加工直径的同时,内部平衡块向反方向移动从而保证了精镗刀的整体平衡性,并且调整后无需锁紧螺钉锁紧,内部有斜块机构自动锁紧,避免了手动锁紧造成的偏移。利用这种机构对刀具的调整精度和加工稳定性有了明显的提升,从而保证高速切削条件下的零件加工精度要求及稳定性。
在镗孔加工过程中会存在诸多问题,对于精镗加工的前一工序底孔加工精度和粗加工余量等问题也不可忽视;为了保证镗刀内部滑动块和刀体的配合精度以及能够长时间使用,建议按镗刀说明书要求进行保养,对镗刀注入一次润滑油以保证镗刀的精度。
随着镗刀技术的发展,技术不断完善,相继开发出自平衡镗刀及微米级镗刀产品来满足客户需求。
硕朔生产定做各种可转位、内孔搪刀杆、钻锪倒角一体刀杆、切槽、双头复合车刀杆、螺纹铣刀杆等等,来图来样均可定做加工。
